
Dung Sai (Tolerancing)
Xét một ví dụ đơn giản và gần gũi: thiết kế một hộp quà và nắp hộp.
Nếu chiều rộng ngoài của hộp được thiết kế là 100 mm, và chiều rộng trong của nắp hộp cũng được thiết kế đúng 100 mm, thì khi gia công thực tế, nắp hộp rất dễ không lắp vừa, hoặc bị kẹt khi lắp ráp.
1. SAI SỐ GIA CÔNG
Nguyên nhân là do trong quá trình chế tạo luôn tồn tại sai số gia công:
Với máy cắt tia nước (waterjet)
Đường cắt thường có độ côn
Đường cắt thường có độ côn, dẫn đến kích thước lỗ hoặc biên dạng thực tế nhỏ hơn kích thước thiết kế.
Với máy cắt laser
Máy thường cắt theo đúng đường vẽ
Máy thường cắt theo đúng đường vẽ, khiến kích thước có xu hướng lớn hơn kích thước danh nghĩa.
Các phương pháp gia công CNC truyền thống
Phay hoặc tiện
Các phương pháp gia công CNC truyền thống như phay hoặc tiện cho phép kiểm soát dung sai tốt hơn, tùy thuộc vào độ chính xác của máy, dao cắt và chế độ gia công.
Do đó, nếu không xét đến dung sai ngay từ khâu thiết kế, các chi tiết tưởng như phù hợp trên bản vẽ có thể không thể lắp ráp hoặc hoạt động không ổn định trong thực tế.
2. LƯU Ý VỀ DUNG SAI TRONG GIA CÔNG VÀ LẮP GHÉP
Đối với lỗ dùng cho bu lông hoặc đinh tán
Lỗ thường được khoan sơ bộ rồi khoan mở rộng bằng mũi khoan có kích thước phù hợp để đảm bảo khả năng lắp ráp.
Đối với lỗ lắp ổ bi hoặc chốt định vị
Cần sử dụng dao doa (reamer) nhằm đạt được kích thước chính xác và độ nhẵn bề mặt cao.
Với các đặc trưng hình học không tiêu chuẩn
Với các đặc trưng hình học không tiêu chuẩn như rãnh (slot) và ngàm (tab), dung sai nên được đưa trực tiếp vào thiết kế.
Ví dụ:
+Tăng chiều rộng rãnh thêm 0,1 mm
+Và/hoặc giảm kích thước ngàm đi 0,1 mm
Đo đạc chiều dày vật liệu
Việc đo đạc chính xác chiều dày thực tế của vật liệu trước khi thiết kế là rất quan trọng.
Ví dụ: tấm polycarbonate có chiều dày danh nghĩa 3,2 mm thường có chiều dày thực tế khoảng 3,0 mm.
Nếu thiết kế một chi tiết dày 3,2 mm lắp vào rãnh rộng 3,2 mm, mối lắp có thể trở nên lỏng, làm giảm độ cứng vững của kết cấu.
3. DAO DOA/MŨI DOA (REAMER)

Được sử dụng sau nguyên công khoan nhằm:
1. Đạt kích thước lỗ chính xác
Đạt kích thước lỗ chính xác theo yêu cầu dung sai.
2. Cải thiện chất lượng bề mặt
Cải thiện độ nhẵn và độ tròn của bề mặt lỗ.
Đây là dụng cụ không thể thiếu trong các mối lắp yêu cầu độ chính xác cao như lắp ổ bi hoặc chốt.
4. SỔ TAY DUNG SAI LẮP GHÉP
Tài liệu tham khảo kỹ thuật
Sổ tay dung sai lắp ghép là tài liệu tham khảo kỹ thuật, được sử dụng để:
- Tra cứu các kiểu lắp (lắp lỏng, lắp trung gian, lắp chặt)
- Xác định kích thước và dung sai phù hợp với yêu cầu chức năng
- Hỗ trợ người thiết kế đưa ra quyết định dung sai hợp lý trong thực tế sản xuất
Để tìm hiểu chi tiết hơn bạn có thể tham khảo tại đây: Sổ tay dung sai lắp ghép
5. CÁC THUẬT NGỮ VÀ KHÁI NIỆM CƠ BẢN VỀ DUNG SAI
| Thuật ngữ | Định nghĩa |
|---|---|
| Kích thước cơ bản (Basic size) | Kích thước lý thuyết được sử dụng làm cơ sở để xác định dung sai. |
| Giới hạn kích thước (Limits) | Kích thước lớn nhất và nhỏ nhất cho phép của một chi tiết. |
| Dung sai (Tolerance) | Khoảng chênh lệch cho phép giữa giới hạn trên và giới hạn dưới của kích thước. |
| MMC – Maximum Material Condition | Trạng thái mà chi tiết chứa lượng vật liệu lớn nhất trong phạm vi dung sai cho phép (ví dụ: trục có đường kính lớn nhất, lỗ có đường kính nhỏ nhất). |
| LMC – Minimum Material Condition | Trạng thái mà chi tiết chứa lượng vật liệu nhỏ nhất trong phạm vi dung sai cho phép (ví dụ: trục có đường kính nhỏ nhất, lỗ có đường kính lớn nhất). |
| Dung sai lắp ghép | Sự sai khác kích thước giữa các chi tiết ghép nối tại trạng thái vật liệu thực tế. |
6. QUAN HỆ GIỮA DUNG SAI VÀ CHI PHÍ SẢN XUẤT
Việc lựa chọn dung sai cần được cân nhắc dựa trên yêu cầu chức năng và khả năng sản xuất:
Dung sai chặt
Dung sai chặt đòi hỏi thiết bị chính xác, quy trình kiểm soát nghiêm ngặt và phương pháp kiểm tra tinh vi, dẫn đến chi phí sản xuất tăng cao.
Dung sai rộng
Dung sai rộng giúp giảm chi phí gia công, nhưng có thể ảnh hưởng đến độ chính xác và hiệu suất làm việc của sản phẩm.
Đồ thị quan hệ giữa chi phí sản xuất và dung sai cho thấy khi dung sai càng chặt, chi phí tăng theo xu hướng phi tuyến.
Lưu ý rằng các kích thước mặc định trong mô hình CAD thường có dung sai chặt hơn mức cần thiết. Việc áp dụng các dung sai này mà không có cơ sở kỹ thuật rõ ràng có thể làm tăng chi phí sản xuất một cách không cần thiết.
Do đó, một nhà thiết kế giỏi cần biết cân bằng giữa yêu cầu kỹ thuật và chi phí, lựa chọn dung sai vừa đủ để đảm bảo chức năng và tính kinh tế của sản phẩm.
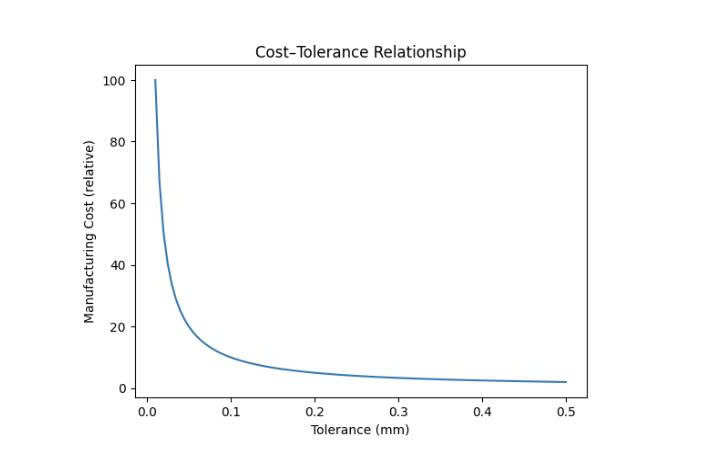
Đồ thị phía trên minh họa mối quan hệ điển hình giữa dung sai gia công và chi phí sản xuất.
Trục hoành: Dung sai (mm)
Trục tung: Chi phí sản xuất (tương đối)
Khi dung sai giảm (yêu cầu chính xác cao hơn), chi phí sản xuất tăng nhanh theo xu hướng phi tuyến do:
- Yêu cầu máy móc và dụng cụ chính xác hơn
- Tăng thời gian gia công
- Tăng chi phí kiểm tra và kiểm soát chất lượng
Ngược lại, khi dung sai rộng hơn, chi phí gia công giảm đáng kể, nhưng có thể ảnh hưởng đến chức năng và độ ổn định của sản phẩm.